استیل دی
فروش انواع استیل- فولاد آلیاژی -– فولادنسوز- فولاد دریایی-فولاد ساختمانی- مقاطع فولادیاستیل دی
فروش انواع استیل- فولاد آلیاژی -– فولادنسوز- فولاد دریایی-فولاد ساختمانی- مقاطع فولادیدرباره من
 استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ادامه...
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ادامه...
ورق a387-فولاد A387-ورق ASTM A387 CL1-CL2-فولاد ضد خوردگی-فولاد حرارتی
فروش ورق A387 ((بهترین قیمت))

ورق مخازن تحت فشار- ASTM A387 CL1- صفحه فولاد CL2- ورق ASTM A387-ورق ضد خوردگی-ورق مخزنی
این نوع از فولاد با گریدها و مشخصات و نمرات. 2، 12، 11، 22، 22L، 21، 21L، 5، 9 و 91 ساخته. و به بازار تقاضا در بخش صنعت عرضه میشود.
این نوع فولاد با روش حرارت متناوب و باز پخت تولید میشود. این نوع فولاد A387 gr11 / 12 CL1 / 2 با آنالیز و انجام پروسه حرارت ایجاد میشود. و مطابق با الزامات و عناصر شیمیایی موجود آن با نام های کربن.، منگنز، فسفر، گوگرد، سیلیکون، کروم، مولیبدن، نیکل، وانادیوم.، کلومیمیم، بور، نیتروژن، آلومینیوم، تیتانیوم ، و زیرکونیوم نوع گرید آن مشخص میگردد.
این نوع فلز برای ارزیابی نوع مقاوم آن تحت آزمایشات تنش قرار میگیرد . و همچنین با مقادیر مورد نیاز هر بخش از صنعت. میزان استحکام کششی و میزان مقاومت و ضخامت آن کنترل میگردد.
ASTM A387 CL1، CL2 فولاد درجه یک نوع فولاد است که با ترکیب Cr، Mo.، Cr-Mo میباشد. که عمدتا برای مخازن تحت فشار بالا و بالا استفاده میگردد. گرید فولاد A387 gr 12 CL1 / A387gr 12 CL2 مطابق با استاندارد ASTM ترکیبات شیمیایی. و خواص مکانیکی صفحات فولادی ASTM A387CL1 / A387CL2.
فولاد A387 CL1، CL2 ورق فولاد آلیاژی کروم-مولیبدن را برای دیگهای جوش داده شده. و مخازن تحت فشار برای فعالیت هایی. با درجه حرارت بالا طراحی و تولید میشوند.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com

فولاد Ck70 سخت کاری شده-میلگرد Ck-میلگرد فولادی-تسمه CK-تسمه فولادی
فروش انواع فولاد ابزار CK ((بهترین قیمت))

فولاد ck70 سخت کاری شده-مقایسه ریز ساختار، سختی و مقاومت به سایش. چهار نوع آلیاژ جوش روکش سخت با فولاد Ck70 سخت کاری شده به منظور جایگزینی تیغه های برشی
تیغه های فولادی مورد استفاده برای برشکاری انواع پلاستیک ها، لاستیک ها، چوب و فلزات. در اکثر موارد فولادهای پر کربن (نظیر فولاد Ck70) می باشند. که با استفاده از عملیات حرارتی سخت کاری سطحی، لایه سخت و قابل برشی بر روی آنها ایجاد می شود. در این تحقیق، از فولاد St37، به عنوان ماده جایگزین فولادهای پر کربن استفاده شد. و با استفاده از چهار الکترود مختلف و به روش جوشکاری قوس الکتریکی با الکترود دستی، لایه روکشی سخت بر روی این فولاد اعمال گردید. در مرحله بعد آزمون های آنالیز شیمیایی، متالوگرافی نوری، سختی و مقاومت به سایش بر روی نمونه ها انجام شد.
نتایج آنالیز شیمیایی انجام گرفته از فلز رسوب جوش نمونه الکترودهای انتخابی نشان داد. که حضور حدود 0/5 درصد کربن همراه عناصر آلیاژی کاربیدساز و سختی پذیری. و با مقادیر مختلف تأثیر متفاوتی در میزان سختی و مقاومت به سایش داشتند. بطوریکه در این تحقیق نمونه آلیاژ فلز رسوب Fe-Cr-Mo-V-W با کد WD دارای بهترین نتایج از نظر سختی و مقاومت به سایش بود. ساختار فلز رسوب نمونه حاصل از الکترود WD دارای ساختار مارتنزیت همراه با کاربیدهای آلیاژی با دانه بندی ریز. به همراه کمی آستنیت باقی مانده بود. نتایج آزمون تیغه ها در شرایط کاربردی نشان داد که رسوب حاصل از الکترود WD دارای سختی و مقاومت به سایش مطلوب. و نیز قابلیت برش بالاتری از نمونه فولاد Ck70 عملیات حرارتی سخت کاری شده می باشد.
تیغه های فولادی، ابزارهایی هستند که به منظور برشکاری مواد مختلف از جمله فلزات، چوب، پلاستیک، لاستیک، کاغذ بکار می روند. جنس این تیغه ها عمدتاً از نوع فولاد پر کربن (آلیاژی و غیر آلیاژی) با قابلیت عملیات حرارتی سخت کاری می باشند. به نحوی که پس از سخت کاری سطحی به سختی بالایی می رسد و امکان استفاده در شرایط برشکاری را پیدا می کنند.
امروزه فولادهای متعددی در صنعت برای تولید تیغه های فولادی با مصارف مختلف استفاده می شوند. براساس استاندارد DIN 17222، اصلی ترین این فولادها شامل Ck70،CK75 و 42CrMo4 برای برش چوب، 2567 و 2542. برای برش فلزات و 1/2436،1/2080و1/2379 برای برش کاغذ و لاستیک هستند.
تیغه های فولادی مذکور، ابتدا تحت عملیات ماشین کاری و سوراخ کاری قرار می گیرند. و سپس روی لبه آنها عملیات حرارتی سخت کاری سطحی القایی یا شعله ای انجام می شود. تا سختار مارتنزیتی – آستنیتی ایجاد شود. با توجه به نوع کاربرد، سختی این تیغه ها بالاتر از 50HRC (60-54HRC) است. البته میزان سختی لازم برای برش، به کاربرد تیغه و نوع ماده مورد برشکاری بستگی دارد. تیغه ها علاوه بر سختی باید مقاوم به سایش و ضربه نیز باشند. در غیر اینصورت در مدت زمانی کم دچار ترک خوردگی شده و لبه تیغه ها کند می شود.
فولادهای پر کربن مورد استفاده برای تهیه تیغه های برش، قیمت نسبتاً بالایی داشته. و عملیات حرارتی سخت کاری سطحی بر روی آنها به امکانات خاص و نسبتاً گران قیمت نیاز دارد. که شرایط کنترلی ویژه ای را می طلبند. امروزه روش های دیگری نیز برای سخت کاری سطحی مواد استفاده می شوند. جوشکاری، پاشش حرارتی، رسوب دهی الکتریکی و رسوب دهی بخار، اصلی ترین روش های مورد استفاده جهت عملیات سطحی هستند.
جوشکاری، بیشترین استحکام پیوند بین رسوب و زیرلایه را فراهم می کند. در انتخاب نوع رسوب جوش جهت روکش سخت می بایست تأثیر عناصر آلیاژی مختلف از جمله Cr،MO،V،W. که در میزان سختی و مقاومت به سایش و نیز سختی ثانویه مؤثرند مورد بررسی قرار گیرند. مشخص گردید که عنصر کروم باعث افزایش مقاومت به سایش در دمای بالا و نیز افزایش سختی پذیری می شود. مقدار کروم جهت کسب سختی ثانویه مناسب، 4 الی 12 درصد است.
لذا در ترکیب الکترودهای مختلف تولیدی، مقدار کروم در این محدوده انتخاب می شود. ضمناً عنصر کروم به اکسایش در دمای بالا مقاوم است. و به قابلیت سختی پذیری آلیاژ کمک می کند. وانادیم از افزایش اندازه دانه ها جلوگیری کرده و ضمن افزایش سختی، مقاومت به ضربه را بهبود می دهد. استفاده از وانادیم علاوه بر خاصیت برش، خاصیت مقاوم به سایش را در لبه های تیغه ها بهبود می بخشد.
ضمناً وانادیم با رسوب کاربید وانادیم روی مرزدانه ها از افزایش اندازه دانه ها جلوگیری می کند. لذا از این عنصر هم به مقدار 0/5 درصد در فلز رسوب استفاده می شود.
مولیبدن باعث افزایش سختی ثانویه و مقاومت به حرارت می شود. و حضور تنگستن نیز خاصیت سختی و افزایش قابلیت برشکاری (در لبه تیغه ها) را به دنبال دارد. همچنین اثر عنصر مولیبدن در ایجاد سختی ثانویه بیشتر از عنصر تنگستن است. به نحوی که در مقادیر بیش از 1 درصد باعث افزایش قابل ملاحظه سختی می شود. ولی همین مسئله در مورد عنصر تنگستن در مقادیر بیش از 2 درصد صادق است. لذا عنصر مولیبدن کمتر از 1 درصد (حدود 0/5 درصد) و مقدار تنگستن کمتر از 2 (حدود 1/3 درصد) انتخاب می شود.
تیغه های فولادی باید علاوه بر مقاومت به سایش و خاصیت برش، دارای مقاومت به حرارت نسبی باشند. چون در حین عملیات برش، نوک تیغ ها در اثر اصطکاک و برش با مواد مختلف گرم می شوند. لذا باید نوک تیغه به بازپخت در دماهای نسبتاً بالا مقاوم بوده و دارای خاصیت سختی ناشی از عملیات بازپخت باشد. لذا عنصر مولیبدن غالباً در ترکیب شیمیایی استفاده می شود که افزایش سختی ناشی از عملیات بازپخت را به دنبال دارد. البته عناصر دیگر نظیر کروم و تنگستن نیز به این امر کمک می کنند.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
لوله گازی-کاربرد انواع لوله گازی-فروش لوله فولادی-قیمت لوله سیاه-فروش لوله سیاه
فروش انواع لوله فولادی ((بهترین قیمت))


معرفی انواع لوله گازی و کاربرد لوله گاز
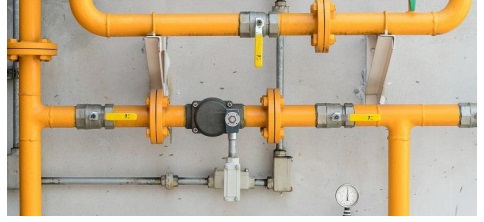
لوله های فولادی دارای انواع مختلفی هستند. که از هر کدام در صنایع مختلف استفاده می شود. انتقال و جا به جایی مواد، مهم ترین کاربرد مشترک در بین این نوع از لوله ها محسوب می شود. یکی از این نوع لوله ها، لوُله گازی است. که کاربرد اصلی آن را می توان از نام آن حدس زد، یعنی برای انتقال گاز از آن استفاده می شود. در ادامه این بخش قصد داریم شما را با پارامترهایی چون: لوُله گازی چیست؟ – انواع لوله گاز و کاربرد لوله گاز آشنا کنیم.
لوله گازی چیست؟
انتقال گاز از مهم ترین مواردی است که هنگام لوله کشی ساختمان باید به آن توجه ویژه ای کرد. چراکه با آغاز فصل زمستان، استفاده از گاز شهری افزایش می یابد. و استفاده نکردن از لوله دارای کیفیت مناسب می تواند خطرات زیادی پیش رو داشته باشد. لوله گازی معمولاً به صورت گالوانیزه تولید می شود. اما چون از آنها برای انتقال گاز استفاده می شود. معمولاً با نام لوله گازی آن را می شناسند. با توجه به این که فولاد گالوانیزه در برابر خوردگی و زنگ زدگی مقاوم است. انتخاب آن برای تولید لوله گاز گزینه بسیار مناسبی است.
انواع لوُله گازی را بشناسید
انواع لوُله گازی به دو دسته روکار و توکار تقسیم می شود. که باید با توجه به نوع پروژه، نوع لوله گازی را انتخاب کنید.
مهمترین کاربرد لوُله گازی چیست؟
به دلیل اینکه لوُله گازی بسیار مقاوم تر از لوله های مسی، برنجی و پلی اتیلن است. در اکثر مواقع از آن برای انتقال گاز در پروژه های بزرگ استفاده می شود. مهم ترین موقعیت ها و صنایعی که در آن از این لوله ها استفاده می شود عبارت اند از:
- سامانه های هیدرولیک و هوای فشرده
- انواع سوله های صنعتی و کارخانه های کوچک و بزرگ
- کارخانه های پتروشیمی
- پلایشگاه های نفتی
- نیروگاه های تولید الکتریسیته
- ساختمان های مسکونی و اداری
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
تراشکاری فولاد AISI 304-گرد استنلس استیل 304-فروش استیل 304-قیمت استیل 304
فروش میلگرد استیل 304 ((بهترین قیمت))


تأثیر نوع روان کاری بر دما و سایش ابزار در تراشکاری فولاد AISI 304
یکی از راه های کاهش دمای ناحیه برش، استفاده از خنک کار مناسب است. خنک کارهای رایج، علاوه بر اثر نامطلوب بر سلامتی اپراتور، باعث آلودگی محیط زیست نیز می شوند. به این دلیل، علاقه به ماشین کاری خشک یا روش های خنک کاری سبز در سال های اخیر افزایش زیادی پیدا کرد. یکی از روش های خنک کاری سبز، خنک کاری تبریدی است. که در آن، معمولاً از نیتروژن مایع به عنوان خنک کار در فرایند براده برداری استفاده می شود. در این مقاله، اثر خنک کاری تبریدی به وسیله نیروژن مایع بر دما و سایش ابزار برشی. در فرایند تراشکاری فولاد زنگ نزن آستنیتی 304 مورد بررسی قرار گرفت.
از بین روش های مختلف خنک کاری تبریدی، روش پاششی به علت تأثیر مستقیم بر ناحیه برش، انتخاب گردید. ماشین کاری با روش های خنک کاری تبریدی و معمولی و همچنین ماشین کاری خشک انجام پذیرفت. مقایسه نتایج مورد حاصل نشان می دهد که تراش کاری تبریدی استیل 304 در مقایسه با تراشکاری خشک و معمولی. دما را به ترتیب 83 و 67 درصد و سایش در سطح آزاد ابزار را به ترتیب تا 75 و 53 درصد کاهش می دهد. آنالیز واریانس نشان داد که سرعت برشی نسبت به نرخ پیشروی تأثیر بسیار بیشتری بر دما و سایش ابزار دارد. افزایش سرعت برشی در تمام حالت های روان کاری باعث افزایش دما و سایش ابزار گردید.
موقعیت در عملیات براده برداری به انتخاب مناسب ابزار از لحاظ جنس، شکل هندسی و پوشش بستگی دارد. مواد زیادی با ویژگی ها و قابلیت های متفاوت به عنوان جنس ابزار مورد استفاده قرار گرفت.. از مهم ترین این موارد می توان فولاد تندبر، کاربایدها، سرامیک ها، نیترید بور مکعبی و الماس ها را نام برد. ویژگی های ابزار مستقیماً بر قابلیت تولید اثر گذار است. سختی زیاد، مقاومت در برابر سایش و خوردگی، چقرمگی زیاد، سختی زیاد در دمای بالا. مقاومت در برابر تغییر شکل، پایداری شیمیایی، خواص حرارتی مناسب و ضریب کشسانی و صافی سطح بالا از ویژگی های یک ابزار مناسب است. تمامی این خصوصیات در یک ابزار به طور همزمان نمایان نمی شود.
برای مثال، سختی و چقرمگی معمولاً با یکدیگر در تضاد هستند. با توجه به نیاز صنعت به براده برداری از مواد جدید با خواص ویژه و رشد روز افزون تکنولوژی ساخت. این گونه مواد، شرایط عملکردی ابزارهای برشی بهبود یابد کارایی ابزار را می توان پوشش دهی و استفاده از خنک کار مناسب افزایش داد. حرارت ایجاد شده در ناحیه برش، ناشی از تغییر شکل پلاستیک مواد هنگام تشکیل براده، اصطکاک بین ابزار-براده و ابزار-قطعه کار است.
ماکزیمم دما معمولاً در سطح تماس ابزار و براده روی سطح براده و نزدیک به لبه برنده اصلی ایجاد می شود. حرارت ایجاد شده در عملیات ماشین کاری، توسط قطعه کار، ابزار، براده و سیال برش دفع می شود. از آنجا که دما عامل اصلی مؤثر بر عمر ابزار است. یک روان کار مناسب می تواند از طریق کاهش دمای ناحیه برش، کارآیی و عمر ابزار را افزایش دهد.
خنک کارهای معمولی علاوه بر ایجاد مشکلات پوستی و تنفسی برای اپراتور. و عدم توانایی نفوذ مؤثر در ناحیه تماس ابزار-براده، یک منبع بزرگ آلودگی محسوب می شود. که به علت قوانین سخت گیرانه زیست محیطی، هزینه دفع بالایی دارد. امروزه به دلیل عوارض جانبی خنک کاری معمولی (ماشین کاری تر)، علاقه به ماشین کاری خشک یعنی براده برداری. بدون استفاده از سیال برشی و مهمتر از آن، استفاده از روش های خنک کاری سبز نظیر خنک کاری تبریدی افزایش یافته است. خنک کاری تبریدی فرایندی است که در آن از نیتروژن مایع به عنوان خنک کننده در عملیات ماشین کاری استفاده می شود.
ونگوپال و همکاران عمر ابزار و دمای ناحیه برش را در تراش کاری آلیاژ تیتانیوم Ti6A14V. در حالت های ماشین کاری تبریدی، خشک و معمولی مورد بررسی قرار دادند. سرعت برش مورد استفاده آنها 100,85,70 متر بر دقیقه. عمق برش 2 میلی متر، نرخ پیشروی 0.2 میلی متر بر دور و ابزار از نوع کاربایدی بدون پوشش بود. آنها از روش خنک کاری تبریدی پاششی و دو نازل برای پاشش همزمان نیتروژن روی سطح آزاد و براده ابزار برشی استفاده کردند.
و دلیل افزایش عمر ابزار در ماشین کاری تبریدی نسبت به ماشین کاری خشک و معمولی. را کاهش چسبندگی بین سطوح و کاهش سایش به دلیل کنترل دمای ناحیه برش بیان کردند. وانگ و همکاران در تراشکاری آلیاژهای تانتالیوم به بررسی سایش ابزار در دو حالت ماشین کاری تبریدی و خشک پرداختند.
آنها بیان کردن که خنک کاری تبریدی به طور چشم گیری سایش ابزار را کاهش و عمر ابزار را افزایش می دهد. افزایش 300 درصدی عمر ابزار و کاهش 70 درصدی ارتفاع آستانه فرسایش توسط آنها گزارش گردید. چودهاری و کالیان تأثیر سرعت برشی، نرخ پیشروی و عمق برش را بر سایش ابزار. در تراش کاری فولاد زنگ نزن SS 202 مورد بررسی قرار دادند.
آنها با استفاده از نیتروژن مایع به عنوان خنک کننده نتیجه گرفتند. که خنک کاری تبریدی باعث کاهش 37 درصدی ارتفاع کارباید. در تراش کاری آلیاژ تیتانیوم Ti6A14V تحت تأثیر خنک کاری معمولی و تبریدی پرداختند. نتایج حاصل از تحقیق آنها نشان داد که خنک کاری تبریدی باعث کاهش 61 تا 66 درصدی دمای برش و کاهش 27 تا 39 درصدی. سایش ابزار نسبت به خنک کاری معمولی می شود.
آنها کنترل مکانیزم های سایش از طریق کاهش دمای منطقه ماشین کاری و کاهش چسبندگی. بین ابزار و براده و بین ابزار و قطعه کار را عامل کاهش ارتفاع آستانه فرسایش دانستند. سانیل و همکاران در تراش کاری فولاد زنگ نزن en 20. به بررسی تأثیر سرعت برشی بر سایش ابزار در دو حالت ماشین کاری تبریدی و معمولی پرداختند.
سرعت برش مورد استفاده آنها 200,160,125 متر بر دقیقه، و ابزار از نوع کاربایدی پوشش دار بود. آنها کاهش دمای ابزار و قطعه کار، کاهش ضریب اصطکاک، افزایش میزان سختی ابزار برش، کاهش نرم شدن حرارتی. بهتر شدن سلامت لبه برش و کاهش نرخ سایش ابزار را دلایل افزایش عمر ابزار گزارش کردند. گوپتا و همکاران در تراشکاری فولاد AISI 1040 با ابزار تنگستن کارباید به صورت تجربی نشان دادند. که فرآیند ماشین کاری تبریدی در مقایسه با ماشین کاری خشک باعث کاهش 55 تا 65 درصدی سایش ابزار می شود. و دمای برش را 93.5 درصد کاهش می دهد.
آنها دلیل کاهش ارتفاع آستانه فرسایش و عمق گودال فرسایش را کنترل مکانیزم های سایش وابسته به دما بیان کردند. سان و همکاران به بررسی قابلیت ماشینکاری آلیاژ تیتانیوم Ti-5553 در حالت تراش کاری در حالت تبریدی. در مقایسه با تراشکاری معمولی و روان کاری کمینه پرداختند. بهبود کیفیت سطح، افزایش عمر ابزار و کاهش نیروی برش در حالت تبریدی توسط آنها گزارش شده است. آنها علت بهبود عمر ابزار را کاهش چسبندگی بین سطوح در فرایند خنک کاری تبریدی بیان کردند.
لی و همکاران از نیتروژن مایع به عنوان خنک کننده، به منظور بررسی میزان تأثیر آن بر سایش ابزار. در فرزکاری آلیاژ تیتانیوم Ti6A14V استفاده کردند. در این تحقیق از دو نوع پوشش ابزار یعنی پوشش نرم و پوشش سخت برای انجام آزمایش ها استفاده شد. آنها به این نتیجه رسیدند که استفاده از خنک کاری تبریدی باعث افزایش عمر ابزار به میزان 50 تا 90 درصد در ابزار. با پوشش نرم و 50 تا 55 درصد در ابزار با پوشش سخت می شود.
در این مقاله، اثر خنک کاری در حالت های مختلف یعنی تبریدی، معمولی (تر) و خشک (بدون استفاده از سیال برشی). در تراشکاری فولاد 304 بر دما و سایر ابزار در سرعت های برشی 314,219,111,55 متر بر دقیقه. نرخ های پیشروی 0.2 و 0.4 میلی متر بر دور و عمق برش 1 میلی متر با ابزار کاربایدی مورد بررسی قرار گرفته است. بررسی سابقه فرایند خنک کاری تبریدی نشان می دهد. که مقایسه دمای برش و سایش ابزار در فرایندهای خنک کاری تبریدی و خشک برای تراش کاری فولاد زنگ نزن آستنیتی 304 انجام نشده است.
فولاد 304 علی رغم کاربرد زیاد در صنایع مختلف، در حالت خشک قابلیت ماشین کاری پایینی دارد. نتایج به دست آمده نشان دهنده کارایی روش خنک کاری تبریدی در کاهش دما و سایش ابزار برشی. نسبت به تراش کاری خشک و معمولی است. برای توضیح بهتر مشاهدات تجربی، از آنالیز واریانس و تصاویر میکروسکوپ الکترونی روبشی نیز استفاده شده است. استفاده از آنالیز تصاویر میکروسکوپ الکترونی روبشی برای مقایسه این سه روش خنک کاری در ماشین کاری فولاد 304 قبلاً انجام نشده است.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
لوله اسپیرال-فروش لوله فولادی-کاربرد لوله اسپیرال در صنعت-لوله آلیاژی-لوله مارپیچ
لوله اسپیرال چیست و انواع کاربرد آن در صنعت
فروش انواع لوله فولادی
_nik4.gif)

بررسی لوله اسپیرال و مزایا و معایب آن در صنعت
یکی از روش های تولید لوله فولادی روش اسپیرال می باشد. در این روش لوله فولادی به صورت مارپیچ از ورق هایی با ضخامت مختلف تولید می گردند. تولید این لوله ها در سایزهای 5 تا 120 اینچ به صورت رولی موجود می باشند. استفاده از این لوله ها در صنایع گاز و نفت به علل مختلف اعم از انعطاف پذیر بودن فرایند ساخت. یکنواختی ابعاد، خواص مکانیکی مناسب، مسائل اقتصادی و … بیش از گذشته مورد توجه قرار گرفته است. لذا با توجه به کاربرد روزافزون لوله فولادی مذکور در صنعت نفت و گاز. بررسی عملکرد این لوله ها و تحقیق در مورد عیوب آن ها ضروری به نظر می رسد.
از اواسط دهه 1960 میلادی تولید لوله فولادی اسپیرال (درز جوش مارپیچی) با کیفیت مطلوب در جهان آغاز گردید. پیش از این تاریخ تکنولوژی تولید این لوله ها چندان پیشرفت نکرده بود. و از نظر کیفی قابل رقابت با لوله فولادی درز جوش مستقیم نبود. البته لازم به ذکر است که هنوز از این لوله ها قسمت کمتری از کل تولیدات لوله در جهان را به خود اختصاص می دهند. لی روز به روز کاربرد آن ها در نقاط مختلف جهان افزایش می یابد.
تعریف لوله اسپیرال
اخیراً تولید و به کارگیری لوله فولادی اسپیرال (درز جوش مارپیچی). در خطوط لوله انتقال نفت و گاز روند رو به رشدی را در اقصی نقاط جهان در پیش گرفته است. با پیشرفت فزاینده ای که تکنولوژی تولید این لوله ها در چند دهه اخیر نموده است. هم اکنون می توان اذعان کرد که لوله فولادی اسپیرال از کیفیتی قابل رقابت با لوله های درز جوش مستقیم برخوردارند. به گونه ای که در اغلب استانداردهای بین المللی به موارد کنترل کیفی این لوله ها. در کنار لوله های درز جوش مستقیم اشاره شده است. از جمله مزایای این لوله ها می توان به موارد زیر اشاره نمود.
روش ساخت لوله اسپیرال
به طور کلی پنج روش عمده در ساخت لوله آهنی با قطر بالا معمول است.
الف) روش: O&U که در آن ابتدا صفحه به صورت U و سپس به صورت O در می آید.
ب) خمش غلتکی با نورد هرمی: که در آن صفحه بین چند غلتک انحنای لازم را به دست آورده سپس درز نهایی جوش می خورد.
ج) روش 2: C که در آن دو نیمه لوله که قبلاً به صورت C تهیه شده اند. بر روی هم جوش دهی می شوند.
د) روش: C&O مشابه روش U&O است. با این تفاوت که در مرحله اول خمش بیشتری به صفحه اعمال می شود.
ه) شکل دهی مارپیچی (لوله های اسپیرال) که در آن ورق همچون رزوه ای. که پیرامون یک پیچ را فرا گرفته به صورت لوله فرم داده می شود. و درز بین لبه های ورق توسط جوش پر می شود. در ساخت لوله های درز جوش مستقیم ورق فلزی در جهت خروج لوله به ماشین وارد می شود. ولی در زمان ساخت لوله های اسپیرال محورهای نوار و لوله با هم زاویه ای می سازند. که به آن زاویه ورودی یا شکل دهی می گویند.
مزایا و معایب لوله درزجوش اسپیرال نسبت به لوله درزجوش مستقیم
هزینه تولید لوله های درزجوش اسپیرال در مقایسه با لوله های درزجوش مستقیم پایین تر است. چراکه ورق های عریض ماده اولیه در تولید لوله های درزجوش مستقیم هستند. این ورق ها اغلب در طول 12 متر و عرضی که حداقل محیط لوله را تأمین کند. تولید و به بازار عرضه می شوند. فرایند تولید این ورق ها پیوسته نبوده و پر هزینه است. خواص ورق تولیدی نیز در مقایسه با ورق هایی که به روش معمول نورد تولید می شوند، پایین تر است. محصول نورد ورقی با عرض کمتر که زین پس نوار ورق نام دارد. و معمولاً به صورت کلاف به بازار عرضه می شود است.
طول این محصول را در مقایسه با طول ورق عریض می توان نامحدود تلقی کرد. نوار ورق ماده اولیه در تولید لوله های درزجوش اسپیرال است. بنابراین در تولید لوله های درز جوش اسپیرال از ماده کیفی تر و ارزان تر بهره گیری می شود. ضمن آنکه فرایند تولید لوله های درزجوش اسپیرال نیز مداوم است. که خود کاهش هزینه تولید را به همراه دارد. همچنین در تولید لوله های درز جوش اسپیرال برخلاف لوله های درز جوش مستقیم نیاز به تجهیزات خیلی سنگین مانند. پرس های بزرگ و همچنین دستگاه های عظیم مربوط به انبساط سرد نیست.
در حالی که لوله های درز جوش اسپیرال در محدوده وسیعی از قطر و ضخامت قابل تولید می باشند. و محدودیتی در انتخاب عرض ورق خام وجود ندارد. چراکه قطر نهایی تابع زاویه ورودی و عرض ورق خام می باشد.
لوله ای اسپیرال نسبت به رشد ترک ها رفتار بهتری دارند. زیار چقرمگی این لوله ها در جهت محیطی بیشتر است. لذا مقاومت لوله های اسپیرال در برابر شکست بالاتر است. به عبارت دیگر شکست ترد و رشد ترک در لوله های اسپیرال به سختی اتفاق می افتد. و لذا کمتر با خطر ترکیدگی لوله ها مواجه خواهیم بود.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com