استیل دی
فروش انواع استیل- فولاد آلیاژی -– فولادنسوز- فولاد دریایی-فولاد ساختمانی- مقاطع فولادیاستیل دی
فروش انواع استیل- فولاد آلیاژی -– فولادنسوز- فولاد دریایی-فولاد ساختمانی- مقاطع فولادیدرباره من
 استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ادامه...
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ادامه...
بررسی علل تابیدگی درحین حملیات مارتمپرینگ روی فولاد گرمکار 1.2344و1.2312
فروش فولاد ابزار گرم کار 1.2344 - فولاد ابزار 1.2312 ((بهترین قیمت))

بررسی علل تابیدگی در حین عملیات حرارتی مارتمپرینگ روی صفحات کم ضخامت دو نوع فولاد گرم کار DIN1.2344 و DIN1.2312
تابیدگی و اعوجاج قطعات در حین عملیات حرارتی همیشه به عنوان یک مشکل جدی وجود داشته است. و این مشکل روی مقاطع کم ضخامت بیشتر بروز می کند. در این پژوهش روشی ارایه می گردد تا علاوه بر به دست آوری خواص مکانیکی مطلوب. در فرآیند عملیات حرارتی مارتمپرینگ، کمترین میزان تغییر در ابعاد نیز حاصل شود. یا رویکرد بررسی علل و نیل به حداقل تابیدگی و اعوجاج، از دو نوع فولاد ابزار گرم کار با ضخامت های مختلف استفاده شد. پس از انجام آزمایشات متعدد سیکل مارتمپرینگ پله ای حاصل گردید، تا حداقل میزان تابیدگی و تغییر در شکل هندسی را به همراه داشته است.
کلمات کلیدی: عملیات حرارتی، فولاد گرم کار، مارتمپرینگ، تابیدگی و اعوجاج.
فولادها به عنوان مواد پلی مورفیسم این امکان را دارند. که با انجام عملیات حرارتی مناسب روی آنها به بهترین خواص مرتبط با عملکرد دست پیدا کنند. ولی عملیات حرارتی روی نمونه های فولادی کم ضخامت جهت افزایش میزانی سختی-که اغلب باعث مقاومت به سایش نیز می گردد. تابیدگی و اعوجاجی را به همراه دارد.
که در بسیاری موارد باعث معیوب شدن قطعات می گردد [1]. به عنوان نمونه مدل های ریختگری در فرآیند قالب گیری، بخصوص قالب گیری ماشینی-بدلیل در معرض قرارگیری پاشش ماسه. به صورت مستمر، دچار سایش می گردند. و به منظور افزایش مقاومت به سایش و در نهایت افزایش عمر مفید مدل های ریختگری می توانیم آنها را از جنس فولادی تهیه. و در پروسه عملیات حرارتی با افزایش میزان سختی به افزایش مقاومت به سایش آنها کمک کنیم.
اما بدلیل دقت ابعادی بالای این صفحه مدل ها و داشتن تلرانس های محدود، امکان انجام عملیات حرارتی روی آنها وجود ندارد. زیرا تابیدگی و اعوجاج یاد شده باعث از بین رفتن دقت های ابعادی می گردد. در بسیاری از موارد با در نظر گرفتن اضافات تراش برای بعد از عملیات حرارتی. تابیدگی های به وجود آمده را با ماشین کاری اصلاح می کنند. این روش به دلیل دشوار بودن باربرداری بعد از سخت شدن-بخصوص در قطعات پیچیده-روش مناسبی نیست. و در صورت انجام، بسیار وقت گیر و همراه با هزینه های ماشین کاری زیادی است [2].
از آنجایی که مواد بر اثر حرارت دچار تغییر در خواص ذاتی خود شامل خواص متالورژیکی و مکانیکی می گردند. بنابراین ممکن است تحت شرایطی که بر آنها حاکم می گردد. رفتاری متناسب با ویژگی های جدید ارائه دهند. تغییر شکل یا اعوجاج یعنی تغییر در ابعاد و شکل هندسی قطعه. که در اثر تغییر حجم حاصله از دگرگونی فازها و یا تنش های حرارتی و ساختاری رخ می دهد. اعوجاج مخصوصاً در هنگامی که گرم کردن قطعه نامنظم و سریع باشد. یا وضع قرار گیری قطعه در کوره یا هنگام سرد شدن ناقض و نامناسب باشد، پیش می آید. از طرفی باید دقت داشت که عمل سرمایش آرام و تدریجی باشد تا از ایجاد تنش های پسماندی. که به دلیل وجود گرادیان های دمایی به وجود می آیند، جلوگیری شود. با این وجود جلوگیری از اعوجاج قطعات طول و نازک بسیار مشکل است [3].
لذا هدف از این پژوهش بررسی علل مرتبط با شکل گیری تابیدگی در حین عملیات حرارتی. و ارائه راه حلی برای رسیدن به کمترین مقدار تابیدگی است. تا پس از عملیات حرارتی یا نیازی به ماشینکاری نباشد و یا با حداقل باربرداری نتیجه مطلوب حاصل گردد. از آنجا که عدم یکنواختی در شیب های حرارتی هنگام گرم و سرد شدن قطعه یکی از دلایل تابیدگی در عملیات حرارتی می باشد [4]، لذا پروسه ((مارتمپرینگ)) جهت به حداقل رسانیدن شیب های حرارتی و یکسان شدن دما در سطح و مغز قطعه، انتخاب گردید.
بنابراین چشم انداز این پژوهش روی ((صفحه های فولادی با ضخامت کم)) چنین تعریف گردید:
1- انتخاب مناسب ترین مواد از نظر ترکیب شیمیایی جهت کاهش میزان تابیدگی و اعوجاج.
2-انتخاب بهترین پروسه عملیات حرارتی برای کاهش میزان تابیدگی و اعوجاج.
3- در نظر گرفتن اثر ضخامت با توجه به نسبت مستقیم بین اندازه ضخامت و میزان تابیدگی.
روش تحقیق
با توجه به اینکه، فولادهایی برای مارتمپرینگ مناسب اند که نه تنها نسبت به محصولات حاصل از دگرگونی آستنیت. در دمای بالا (فریت و پرلیت)، بلکه نسبت به تشکیل بینیت که ممکن است در دماهای بالافاصله قبل از Ms تشکیل شوند. نیز دارای سختی پذیری خوبی باشند؛ فولادهایی را می توان مارتمپر کرد که سختی پذیری آنها آنقدر زیاد باشد که کاهش آهنگ سردکنندگی محیط را نیز جبران کنند [5]. لذا از دو نوع فولاد ابزار گرم کار 1.2344 و 12312 با ترکیب شیمیایی نشان دهی گردید در جدول 1 استفاده شد.
تهیه نمونه به صورت ورق های کم ضخامت، تنش گیری و عملیات حرارتی مارتمپرینگ؛ سه مرحله اصلی روش آزمون بوده است. پس از هر مرحله نمونه ها توسط دستگاه CMM کنترل ابعادی شدند. کنترل پارامترهای طول، عرض، ضخامت و میزان تختی طبق استاندارد SIO1101 2006 که [6،7] انجام گردید.
مرحله اول، نمونه ها به صورت ورق هایی با ضخامت کم طبق استاندارد ISO229:1973 [8] ماشینکاری شدند. جهت بررسی تأثیر ضخامت روی تابیدگی، نمونه هایی با ضخامت های مختلف مهیا شد. جدول 2 این امر را نشان می دهد.
مرحله دوم، تنش گیری نمونه ها در کوره موفلی، نمونه ها ابتدا به درجه حرارت 700 درجه سانتی گراد رسیدند. سپس کاهش دما تا 550 درجه سانتی گراد به صورت کاملاً تعادلی رسیدند. و پس از یک ساعت ماندگاری درون کوره به درجه حرارت محیط رسیدند. و پس از آن نمونه ها توسط دستگاه CMM کنترل ابعادی شدند.
بررسی علل تابیدگی
مرحله سوم، انجام عملیات حرارتی مارتمپرینگ. از جمله خصوصیات کوره های حمام نمک جلوگیری از تغییر ترکیب شیمیایی قطعه با انتخاب نمک مناسب می باشد. اگرچه سطح قطعه در تماس با نمک قرار می گیرد. ولیکن دمای کل قطعه با سرعت یکسان تغییر پیدا می کند. نمونه ها در کوره G.S430/R2 پیشگرم و پس از آن در کوره G.S520/R2 آستنیته شدند. نمونه های 1.2344 در کوره G.S430/R2 و نمونه های 1.2312 در کوره AS140 مارتمپر شدند. و پس از آن به درجه حرارت محیط رسیدند. سیکل های مختلف مارتمپرینگ روی نمونه ها انجام شد تا سیکل پله ای مورد حاصل حداقل میزان تابیدگی را نشان می داد (شکل 1و2).
پس از مارتمپرینگ سختی نمونه ها اندازه گیری و در کنار سیکل مارتمپرینگ مورد حاصل. تأثیر ترکیب شیمیایی و تأثیر ضخامت روی فاکتور تابیدگی و اعوجاج مورد بررسی قرار گرفت (جدول 3 و 4).
نحوۀ شارژ کوره (چیدمان قطعات در کوره) و نحوۀ کوئینچ کردن می تواند تأثیر زیادی روی میزان تابیدگی داشته باشد. بهتر است قطعات از مقاطع ضخیم و بر حسب شکل قطعات کاملاً عمود وارد محیط خنک کننده شوند. و هنگام شارژ طوری در کوره قرار گیرند که در حین گرم شدن تمایل به تغییر شکل نداشته باشند. زیر قطعات می بایست پر باشد. در رابطه به دمای تنش گیری قابل ذکر است که هرچه دمای بیشتری بتوانیم برای تنش گیری انتخاب کنیم. طوریکه در ساختار تغییر ایجاد نشود (زیر تحول دمای یوتکتوئیدی) تابیدگی در حین عملیات حرارتی کمتر خواهد بود.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com

ورق هاردوکس-فولاد هاردوکس-قیمت ورق هاردوکس-فروش هاردوکس-فولاد ضد سایش
فروش ورق هاردوکس (Hardox ) ((بهترین قیمت))
_olr4.gif)
ورق هاردوکس-هاردوکس450–فولاد ضد سایش- ورق های ضدسایش در زمینه هایی چون معدن,معند سنگ, نوار نقاله, حمل مواد. و ساخت و ساز بکار گرفته میشود. فولاد ضد سایش400-هاردوکس500-ورق ضد سایش450-ولدوکس-دورستات-کرسبارو-دیلیدور- hardox-فولاد آتشخوار-ورق آتشخوار
هاردوکس چیست :: ورق ضد سایش هاردوکس به طور معمول در حالت نورد تولید میشود. این نوع درجه از محصولات ورق فولادی بگونه ایی خاص برای افزایش کارکرد در شرایط سخت طراحی و تولید میشود.
فولاد ضد سایش-پیدایش آلیاژهای گوناگون مقاوم در برابر سایش، بدلیل تنوعی است که در پدیده های سایش وجود دارد. از نظر چقرمگی و مقاومت در برابر سایش.، میتوان آلیاژهای فوق الذکر را به گروه های. ، فولادهای کم آلیاژ پرلیتی و مارتنزیتی، فولادهای هادفیلد و چدنهای پر کم تقسیم بندی نمود. نکته مهم این است که هر آلیاژ مقاوم به سایشی نمیتواند کاربرد مناسبی. در برابر انواع سایش، تنها با شناخت دقیق نوع سایش و آگاهی داشتن. به خواص آلیاژ مورد نیاز امکان پذیر میباشد. برای نمونه فولادهای هادفیلد و فولادهای کم آلیاژ پرلیتی. و مارتنزیتی، هر دو در مقابل سایش از نوع کندگی مقاوم میباشند. ولی اگر شدت ضربه های وارده به سطح در حال سایش زیاد باشد. از فولادهای هادفیلد و اگر کم باشد از فولادهای کم آلیاژ پرلیتی و مارتنزیتی استفاده میگردد.
فرآیند سایش (پدیده سایش)
یکی از اساسی ترین مشکلاتی که در صنعت با آن. مواجه بوده و رفع آن، داشتن اطلاعات کاربردی دقیقی را طلب میکند، پدیده ی سایش میباشد. لغزش یک ماده یا یک سطح روی سطح دیگر که در واقع. یک کار مکانیکی محسوب میشود، باعث کنده شدن ذرات موجود در سطح می شود و سایش سطحی را بوجود می آورد.
حال اگر قطعه مورد نظر برای مدت کوتاهی مثلا .دو هفته مورد استفاده قرار نگیرد، در اثر واکنش شیمیایی اکسیداسیون، سطح آن زنگ می زند. و این زنگ زدگی بصورت یک فیلم نازک روی سطح را میپوشاند. که پس از استفاده مجدد از قطعه، سایشی که در اثر کار مکانیکی بوجود می آید، شدیدتر خواهد بود. اغلب فرآیندهای سایشی در اثر برش یا تراش بوجود می آیند. مثلا در اثر عملیات ماشینکاری، یک وسیله ساینده در سطح فلز فرو می رود و باعث جدا شدن ذرات سطح میگردد. براده هایی که از محل سایش بدست می آیند حافی ذرات بسیار ریزی هستند. که از قلم تراش در حین عملیات ماشینکاری جدا میشوند. جهت انجام پدیده ی سایش، لازم است سختی فلز ساینده. از فلز تحت سایش بیشتر باشد، در غیر اینصورت پدیده سایش شبیه خوردگی. و اکسیداسیون بوده و سایش ناچیزی بوجود خواهد آمد.
عوامل مؤثر بر سایش به دو دسته متالوژیکی. و کاربردی تقسیم میشوند که سختی، چقرمگی، ساختار میکروسکوپی. و ترکیب شیمیایی را از عوامل متالوژیکی، و نوع ساینده و مشخصات آن، سرعت، روش و نوع بارگذاری.را از عوامل کاربردی میتوان نام برد.
کاربرد این نوع ورق های ضدسایش در صنایع مختلف
ورق های ضدسایش در زمینه هایی چون معدن,معند سنگ, نوار نقاله, حمل مواد. و ساخت و ساز بکار می رود. طراحان کارخانه, ورقهای ضدسایش را در مواقعی که قطعات بحرانی. نیاز به افزایش طول کارکرد داشته باشند. مورد استفاده قرار میگیرند.
ورق های هاردوکس که نوع مقاومی از ورقهای ضدسایش هستند. با مقاومت بالایی که در برابر سایش و خوردگی از خود نشان میدهند. این مشکل سایش را برطرف کرده اند.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
اثر فرآیند مارتمپرینگ پله ای وناهمسانگردی برمیزان تابیدگی و اعوجاج فولاد ابزار گرمکار
قروش فولاد ابزار گرم کار ((بهترین قیمت))

اثر فرآیند مار تمپرینگ پله ای و ناهمسانگردی بر میزان تابیدگی و اعوجاج فولاد ابزار گرم کار نورد سرد شده
در این تحقیق نقش ناهمسانگردی ساختاری ناشی از نورد سرد بر میزان تابیدگی و اعوجاج یک فولاد ابزار گرم کار. مورد استفاده در قالب سازی قبل و بعد از عملیات حرارتی سخت کاری مورد مطالعه واقع شد. برای عملیات سخت کاری از فرآیند مارتمپرینگ پله ای استفاده شد. میزان تاپیدگی در سه وضعیت شامل پس از ماشین کاری. پس از تنش گیری و پس از مارتمپرینگ از طریق فاکتور تختی مورد سنجش واقع شد. به منظور بررسی تأثیر ناهمسانگردی بر میزان اعوجاج فولاد، نسبت به جهت نورد نمونه هایی در سه وضعیت هندسی تهیه شدند.
میزان تابیدگی در نمونه ها قبل از مارتمپرینگ بسیار ناچیز و تابع جهت گیری نمونه ها نبوده و یک خاصیت همسانگرد می باشد. نتایج نشان داد که انجام مارتمپرینگ موجب اعوجاج فولاد میشود و این تابیدگی به نسبت به هندسه نمونه برداری متفاوت است. که مبین آن است که تابیدگی در فولادی سخت می باشد یک خصوصیت ناهمسانگرد است. کمترین اعوجاج مربوط به نمونه هایی بود که عمود بر جهت نورد ایجاد و مهیا بودند. اندازه گیری سختی نمونه ها نشان داد که بر خلاف تابیدگی. سختی قبل و بعد از سخت کاری یک ویژگی همسانگرد و مستقل از جهت نمونه برداری است.
واژه های کلیدی: عملیات حرارتی، مارتمپرینگ، اعوجاج، ناهمسانگردی ساختاری، تختی
In this Investigation, the role of the structural anissotropy due to cold rolling on the distortion value of hot work tool steel employing in moulding before. and after the hardening heat treatment was studied For the hardening treatment. was used a step martempering process. Distortion amount was calculated by flatness factor in 3 state; machining after stress relief treatment and after martempering. Fo purpose of the consideration of the an-isotropy effect on the steel distortion, dependent on the rolling direction, were prepared samples in 3 geometrical states.
before martempeting the distortion value of sample is very low and negligible. It is also Independent on the sampling direction. Thus it is an isotropic characteristic. Results revealed the distortion is induced in the mar-tempered steel. it is also signiflcantly different in various directions of sampling. It is implied that in the hardened steel, distortion is an anisotropic property. The lowest distortion is belonging to sample which is perpendicular to rolled direction. Hardness measurement shows that This specification is an isotropic property both before and after hardening and is not affected by the geometrical direction of sampling.
از آنجا که تابیدگی و اعوجاج در حین عملیات حرارتی همیشه به عنوان یک مشکل جدی وجود داشته است. لذا نیاز است با شناخت و بررسی عوامل مرتبط با این مشکل بتوان به ارائه راهکارهایی مناسب برای به حداقل رسانیدن تابیدگی. در حین عملیات حرارتی قطعات دست یافت. شیب حرارتی ایجاد شده در قطعات در حین عملیات حرارتی به واسطه انتقال حرارت متفاوت در نقاط مختلف قطعه از اصلی ترین دلایل اعوجاج قطعات فولادی محسوب می شود [1-3]. از این رو، استفاده از سیکل های حرارتی که این شیب را به حداقل برساند. می تواند راهکاری مفید در جهت کاهش و حذف این مشکل باشد. انجام فرآیند مارتمپرینگ فولاد در صورت امکان یکی از روش های عملیات در راستای این امر می تواند باشد [4].
ترکیب شیمیایی فولاد در کیفیت ساختاری آن که تحت تأثیر روش تولید آن می باشد قابلیت انتقال حرارت و در نتیجه میزان تابیدگی در حین عملیات حرارتی آن مؤثر است [5-7]. فولادهای ریختگی به علت وجود مشکلات ریخته گری در ساختارشان در مقایسه با فولادهای نورد شده از استعداد بیشتری برای بروز تابیدگی در حین عملیات حرارتی برخوردارند [8-9]. از این رو، در کارکردهایی که برای رسیدن به خواص مکانیکی مطلوب نیاز به عملیات حرارتی سخت کاری است و نیز با رویکرد کاهش اعوجاج و تابیدگی در قطعات صنعتی از فولادهای نورد شده استفاده می گردد [10].
اثر فرآیند مارتمپرینگ
در حین عملیات حرارتی فولادهای ابزار دو گونه اصلی اعوجاج و تغییر ابعادی رخ می دهد. که شامل تغییر در اندازه و شکل است. تغییر در اندازه مربوط به تغییرات حجمی است که ناشی از انبساط و انقباض های حرارتی. و نیز تغییرات در ساختار کریستالی به واسطه استحاله های فازی صورت می پذیرد حین عملیات حرارتی است. در حالی که اعوجاج شکلی عمدتاً ناشی از خمش و پیچش است [11 و 12]. نسبت به نوع استحاله صورت می پذیرد تغییر حجم متفاوت است.
که این خود تحت تأثیر حجم مخصوص فازهای مختلف در فولاد است [13 و 14]. همچنین علاوه بر نوع فاز، ترکیب آن نیز بر حجم مخصوص آن اثرگذار است. مثلاً مقدار کربن محلول در آستنیت و مارتنزیت تأثیر قابل توجهی بر حجم مخصوص لذا میزان تابیدگی پس از عملیات حرارتی دارد [14 و 16]. با وجود آنکه عملیات حرارتی مناسب بر مبنای در تغییرات فیزیکی و استحاله های فازی توام با سخت کاری. تغییرات ابعادی را به حداقل رسانی یا جبران می کند. ولی با این حال پیش بینی دقیق تغییرات ابعادی. در اثر سخت کاری به ویژه در قطعات با اشکال پیچیده نیاز به بررسی های دقیق دارد.
لذا، تشخیص ویژگی های فرآیند کوئنچ و مدل سازی ریاضیاتی فرآیند عملیات حرارتی به منظور پیش بینی اعوجاج و تنش های پس ماند حائز اهمیت است [17-23]. به طور مثال Denis و همکاران [24 و 25] اثرات تنش را روی سینتیک استحاله فازی و پلاستیسیته ناشی از استحاله مطالعه کرده اند. Inoue و همکران [26] رابطه بین تنش های پس ماند و استحاله فازی را بررسی نموده اند. استحاله و اعوجاج در حین کوئنچ در روغن برای فولاد AISI 5120 اشاره کرد [27].
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
بررسی نورد پوسته ای بر خواص شکل پذیری ورق های ساده کربنی-فروش فولاد کربنی-بهترین قیمت
فروش فولاد کم کربن ((بهترین قیمت))
_by0l.gif)
بررسی نورد پوسته ای بر خواص شکل پذیری ورقهای فولاد ساده کربنی
در این پژوهش به بررسی تأثیر شرایط نورد پوسته ای بر میانگین ضریب کارسختی (N–). و نسبت ناهمسانگردی قائم (r–)که منجر به کشش عمیق پذیری محصولات مورد استفاده در صنایع اتومبیل سازی می گردد، مورد بررسی قرار گرفت. این دو پارامتر از شاخص های ارزیابی شکل پذیری می باشند. بر همین اساس سه سری نمونه فولاد ساده کربنی متفاوت، انتخاب شد. سری اول نمونه های قبل و بعد از نورد پوسته ای می باشند.
بررسی نورد پوسته ای
سری دوم نمونه هایی هستند که با درصد متفاوت نورد آزمایشگاهی مهیا گردیدند. و سری سوم نمونه هایی با شرایط یکسان تولیدی و با مقدار متفاوت درصد کشیدگی نورد پوسته ای می باشند. سپس تأثیر شرایط متفاوت تولیدی هر یک از این سه سری بر خواص شکل پذیری نمونه ها بررسی گردید. نتایج نشان داد نورد سرد زیر 4/8% و درصد کشیدگی در نورد پوسته ای بر r– بی تأثیر می باشد. با افزایش کارسرد، درصد کشیدگی در نورد پوسته ای به شدت کاهش می یابد. میزان این کاهش مستقل از درصد کشیدگی در نورد پوسته ای و به ریزساختار و شرایط قبل از نورد پوسته ای بر می گردد.
تنش-کرنش نمونه ها انجام می گیرد. که توسط آن دو پارامتر مهم ضریب کارسختی و ناهمسانگردی قائم که به ترتیب نشان دهنده مقاومت ماده به گلویی شدن. و مقاومت به نازک شدن می باشند، قابل محاسبه است. از این دو پارامتر برای میزان اتساع پذیری و کشش عمیق پذیری استفاده می شود. برای دستیابی به شکل پذیری مناسب باید این دو پارامتر دارای مقادیر بالایی باشند. بر خلاف استحکام تسلیم که پایین بودن آن حاکی از خواص مناسب برای شکل پذیری است.
در صنایع تولید ورق فولادی محصولات با خاصیت کشش عمیق پذیری به محصولات با شکل پذیری بالا اطلاق می شود. فولادی کشش عمیق پذیر نامیده می شود که دارای مقادیر ضریب کار سختی بین 0/24 – 0/22 و ضریب ناهمسانگردی قائم بین 2-1/6 باشد [4]. فولادهای کشش عمیق پذیر با ترکیب شیمیایی کربن و نیتروژن بسیار کم. به عنوان فولادهای فوق کم کربن و یا فولاد کم کربن شناخته می شود. بجز ترکیب شیمیایی شرایط تولید شامل شرایط نورد گرم، نورد سرد، آنیل و شرایط نورد پوسته ای از عوامل مهم تأثیر گذار بر خواص شکل پذیری می باشند [5].
تحقیقات زیادی در ارتباط با تأثیر شرایط تولید بر این خواص انجام پذیرفت. سال های گذشته تلاش بسیاری انجام گردید تا تأثیر این پارامترها به صورت جداگانه مورد بررسی قرار گیرد. همچنین از سیستم های هوشمند برای بررسی جداگانه این پارامترها استفاده گردید. با این همه، تحقیقات محدودی در ارتباط با تأثیر شرایط نورد پوسته ای بر روی شکل پذیری انجام پذیرفت.
نورد پوسته ای به منظور حذف موج، بهبود کیفیت سطح و حذف منطقه تغییر شکل غیر همگن پس از استحکام تسلیم به کار گرفته می شود [6]. منطقه تغییر شکل ناهمگن در نمودار تنش-کرنش آلیاژهایی که حاوی عناصر بین نشین هستند ظاهر می شود. و تحت عنوان پدیده ی افت تسلیم شناخته مشود (شکل1). همانطور که ملاحظه می شود فولاد در ابتدا برای تسلیم به یک تنش تسلیم بالاتر (نقطه 1) نیاز داشته. و پس از آن تنش سیلان به طور ناگهانی افت می کند (نقطه 2). و تغییر شکل ناهمگن تا رسیدن به منطقه همگن ادامه می یابد.
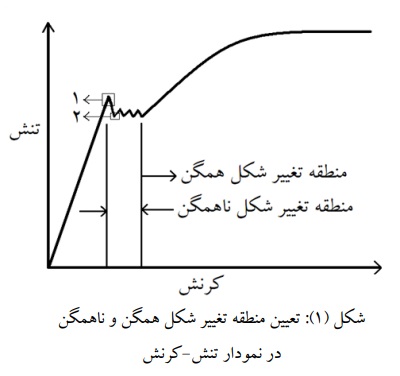
به منظور حذف منقطه ی تغییر شکل ناهمگن، پس از آنیل ورق بطور مجدد تحت میزان بسیار کمی کرنش قرار می گیرد. تا نابجایی های قفل شده توسط عناصر بین نشین، آزاد شده و لغزش نمایند. این لغزش باعث یک تغییر شکل پلاستیک اندک که بیشتر در سطوح ورق متمرکز است می شود. قفل شدن مجدد نابجایی ها و بروز مجدد پدیده ی افت تسلیم در نمودار مستلزم گذشت زمان و نفوذ اتم ها است. که در صورتی که این زمان حاصل نشود. منطقه غیر یکنواخت در فرایند شکل دهی بعدی ورق حذف می شود [7-8].
بررسی نورد پوسته ای
درصد ازدیاد طول (EL%) در نورد پوسته ای برحسب عرض و ضخامت متغییر است. تأثیر میزان درصد ازدیاد طول بر خواص شکل پذیری فولادهای کشش عمیق پذیر تا کنون مورد بررسی قرار نگرفته است. در این تحقیق تلاش خواهد شد با استفاده از آزمون های آزمایشگاهی و تغییرات در خط نورد پوسته ای. به بررسی تأثیر این شاخص بر خواص شکل پذیری و مکانیکی مورد بررسی قرار گرفت.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
ورق استیل 410-میلگرد استیل 410-لوله استیل 410-تسمه استیل-استنلس استیل -فولاد نسوز
فروش استیل 410 ((بهترین قیمت))
_l880.gif)
استیل 410، فولاد ضد زنگ تزئینی از خانواده مارتنزیت ها از ویژگی های بارز آن می توان اشاره کرد. که به ضخامت 3 به معنی قابلیت سخت پذیری آنها در عملیات حرارتی.
بهترین و ساده ترین تعریفی که برای این نوع ورق می شود بیان کرد. این است که این نوع ورق جزء ورق های استیل بگیر است. و دارای کاربردهای متنوع و گوناگونی در صنایع دارد. و در نهایت آن را به دو صورت گوناگون در دو جنس ساده کربنی و زنگ نزن تولید می کنند. در حالی که ورقه های ساده کربنی که به نوبه خود. در فرآیند چگونگی و نحوه تولید به دو دسته گرم و سرد تقسیم می شوند. این در حالی است که در فرآیند تولید نوع گرم آنها از فرایند نورد در دمای بالا استفاده می کنند. و ورق های سرد حاصل نرد ورق های گرم در دمای پایین می باشند. و در حالت کلی در قیاس ورق های گرم دارای ضخامت کمتری هستند.
ترکیب شیمیایی
از مهمترین ترکیبات شیمیایی ورق استیل 410 : 11% کربن، 4% سیلیسیوم، 1% منگنز و در آخر 5.12% کروم است. که به طور کلی این نوع ورق استیل مقاومت بالایی در برابر خوردگی، استحکام و سختی دارد. و با توجه به استانداردهای روز دنیا AMS5504 و ASTM240 آنالیز می گردند.
در استاندارد DIN ورق استیل 410 طبق تعریف استاندارد DIN آلمان ورق استیل 410 را به نام فولاد 4006 تعریف کرده اند. همچنین جزء دسته فولادهای ضد زنگ یا به بیان دیگر استنلس استیل که با مشخصات X12Cr13 مشهور است. این نوع استیل در حرارت های پایین به خوبی شکل می گیرد. همچنین به دلیل ترکیب با عناصری مانند کروم منجر به چگالی 7.8 می شود.
بهتر است بدانید که این ورق استیل 410 بگیر با خاصیت مغناطیسی بالا. در کشورهای در حال توسعه همواره با صنعت روز در چین، هند، تایوان و روسیه تولید و به ایران صادر می شوند. استفاده از این نوع ورق نه تنها مشکلات خوردگی و ضد زنگی را به طور جدی حل می کند. بلکه موجبات آن شده در صنعت نیاز به فولاد و قطعاتی که بتوانند مقاومت بالایی در دماهای بالا. عوامل جوی و همچنین در برابر گازها را فراهنم نمایند.
مقاومت ورق استیل 410 در برابر خوردگی
به طور روشنتر باید بیان کرد که مقاومت ورق استیل 410 که در معرض عملیات حرارتی قرار می گیرد. مقاومت بسیار بالایی در برابر خوردگی در هوای عادی، آب و حتی تعدادی از اسیدهای شیمیایی دارد. در یک بیان ساده و دقیق بیان می شود. که مقاومت مطلوبی در مقابل نیتریک اسید. سولفوریک اسید غلیظ، نفتالیک، اسیدهای غذایی همچون استیک اسید رقیق دارد. در حالیکه در شرایط آنیل قابل ذکر است از آن بکارگیری نشود. زیرا به دلیل مقاومت پایینی که در برابر خوردگ پیدا می کند.
کاربرد ورق استیل 410
ورق استیل 410 به دلیل ویژگی های خاصی که دارد که هر کدام از آنها در کاربردهای خاصی دسته بندی می شوند. اما کاربردهای این نوع ورق استیل تنها به موارد محدود ختم نمی شود. در اینجا به چندین مورد از آنها را بیان می نماییم.
ساخت پیچ و مهره استیل، سازه های نفتی، شفت، پمپ و شیرآلات، توربین های گازی، تجهیزات پالایش نفت و فرآوری پتروشیمی. فراوری سنگ معدن، دریچه های دروازه، صفحه های فشار، لوازم آشپزخانه امثال قاشق، کارد و چنگال و …
در ساخت قطعات ساختاری برای کار در آب و بخار و صنایع غذایی و ساخت لوله تفنگ نیز کاربرد دارد.
در نهایت بیشترین ابعاد مورد استفاده این نوع ورق استیل 410 بگیر به ابعاد ۲۰*۱۰۰، ۱۵۰* ۶۰۰. و در آخر ۲۰۰*۶۰۰ سانتی متر تولید و در بازار عرضه می شوند. که برای استعلام و وضعیت نهایی قیمت این ورق با توجه به قیمت روز فولاد محاسبه می گردد.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com