استیل دی
فروش انواع استیل- فولاد آلیاژی -– فولادنسوز- فولاد دریایی-فولاد ساختمانی- مقاطع فولادیاستیل دی
فروش انواع استیل- فولاد آلیاژی -– فولادنسوز- فولاد دریایی-فولاد ساختمانی- مقاطع فولادیدرباره من
 استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ادامه...
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ادامه...
جوشکاری غیر همجنس فولاد کربنی EN 10025 با فولاد زنگ نزن AISI 316L توسط جوشکاری همزنی اصطکاکی
جوشکاری غیر همجنس فولاد کربنی با استیل فولاد ساختمانی-فولاد آلیاژی ((بهترین قیمت)) ((قیمت رقابتی))

در این پژوهش جوشکاری ورقهای فولادی EN10025 و 316L به روش جوشکاری همزنی-اصطکاکی. مورد بررسی قرار گرفت و پارامترها توسط نرمافزار روش سطح پاسخ بهینهسازی شدند. جهت بررسی خواص مکانیکی و متالورژیکی اتصال، آزمایشهای ریز سختی و آزمایش کشش و متالوگرافی. توسط میکروسکوپ نوری و الکترونی روبشی مجهز به سیستم آنالیز شیمیایی انجام. و مناطق مختلف شامل ناحیه همزده، مناطق متأثر از حرارت، فصل مشترکها و ناحیه متأثر از حرارت و کار مکانیکی مورد ارزیابی قرار گرفت. نتایج بهینهسازی نشان داد.
که بهترین اتصال با بیشترین استحکام در سرعت چرخش 950 دور بر دقیقه، حرکت خطی 90 میلیمتر بر دقیقه. و زاویه انحراف 3 درجه حاصل میشود. شکست در تمامی آزمایشهای کشش از فلز پایه EN10025 سمت پیش رونده اتفاق افتاد و بیشترین استحکام با پارامترهای بهینه در 312MPa اتفاق میافتد. نتایج متالوگرافی نشان داد که اندازه دانه در ناحیه همزده 10 تا 20 برابر کاهش مییابد و باعث بهبود خواص مکانیکی اتصال میشود. همچنین نتایج آنالیز شیمیایی خطی و نتایج سختی بر روی نمونه مورد جوشکاری، با پارامترهای بهینه نشان از اختلاط نسبتاً مناسب در ناحیه همزده میباشد.
امروزه با توجه به پیشرفتهای فراوان که در صنایع مختلف از جمله صنعت جوشکاری و اتصلات صنعتی صورت گرفته است. تحقیق و توسعه در این صنعت یک امر الزامی به نظر میرسد. فرایند جوشکاری همزنی یک روش اتصال دهی پیشرفته و نوین است که امروزه در صنایع مختلف. از جمله صنایع خودرو، صنایع هوایی، صنایع نظامی، صنایع ریلی و صنایع پتروشیمی و پالایشگاه به کارگیری میشود [1]. که در این میان به دلیل مزایای منحصر بفرد این فرایند در صنعت خودروسازی بطور وسیع مورد توجه میباشد [2].
جوشکاری همزنی-اصطکاکی به دلیل عدم ذوب قطعات مورد اتصال و عدم وجود مشکلات و عیوب موجود. در فرایندهای جوشکاری ذوبی، دارای ظاهر و کیفیت بسیار بالایی میباشد [3]. و در اتصالات فلزات غیر همجنس و فلزات غیر آهنی مورد توجه میباشد [4]. تحقیقات انجامی نشان میدهد که پارامترهای فرایند جوشکاری همزنی. نقش بسیار مهمی در کیفیت و خواص مکانیکی اتصال دارد [6,5,3,2]. که از جمله اثرگذارترین این پارامترها سرعت چرخش ابزار، سرعت پیش روی، زاویه انحراف، قطر پین. قطر شانه1 و پین، جهت چرخش ابزار، هندسه ابزار میباشد.
به عنوان مثال در اکثر مطالعات انجامی مشخص گردید با انتخاب پارامترهای جوشکاری همزنی در یک بازه محدودی. میتوان اتصال قابل قبول و عاری از عیوبی ایجاد کرد. و انتخاب پارامترها خارج از این محدوده، خواص مکانیکی اتصال را به شدت کاهش میدهد [8,7]. همچنین ملاحظه گردید انتخاب و تنظیم پارامترها به طور قابل ملاحظهای بستگی به ضخامت و جنس ورقهای مورد اتصال دارد [10,9].
به عنوان مثال انتخاب سرعت چرخش و سرعت پیش روی ابزار برای اتصال آلومینیوم با ضخامت 3 میلیمتر. بسیار متفاوت است با یک فولاد با همان ضخامت، که این موضوع اهمیت صحیح انتخاب پارامترهای فرایند جوشکاری همزنی-اصطکاکی را نشان میدهد. جعفرزادگان و همکاران [11] فولادهای ST37 و فولاد زنگ نزن 304 را به روش جوشکاری همزنی-اصطکاکی. با سرعت پیشروی ثابت و با سرعت چرخشهای 400 و 800 دور بر دقیقه جوشکاری کردند. آنها دریافتند نمونهای که با سرعت چرخش کمتری جوشکاری شود. نسبت به نمونهای که با سرعت سرعت چرخش بیشتر جوشکاری میگردد دارای درصد ازدیاد طول بیشتر و استحکام کمتری است.
مواد و روش تحقیق
در این پژوهش عملیات جوشکاری همزنی-اصطکاکی روی ورقهای فولاد ساده کربنی. EN 10025 و فولاد زنگ نزن آستنیتی 316L به ضخامت 1/5 میلیمتر با پارامترهای متفاوت انجام شد. ترکیب شیمیایی دو فولاد فوق در جدول (1) گزارش شده است. برای جوشکاری از ابزار کاربید تنگستن با پین مخروطی استفاده شده است. شکل (1) هندسه ابزار کاربید تنگستن مورد استفاده در این تحقیق را نشان میدهد. همچنین برای جوشکاری از دستگاه فرز سه محوره و قید فولادی از جنس St57 استفاده شد.
شکل (2) دستگاه فرز و سیستم قید و بند را نشان میدهد. همچنین با توجه به نتایج آزمایشگاهی ملاحظه گردید بهترین نتیجه جوشکاری زمانی اتفاق میافتد. که فولاد EN 10025 سمت پیش ران و فولاد زنگ نزن 316L در سمت پس ران قرار گیرد. و اگر جای فولادها تغییر کند جوش حاصله از لحاظ بازرسی چشمی کیفیت مناسب را ندارد. بنابراین در تحقیق حاضر تمامی فولادهای EN 10025 در سمت پس ران قرار داده شدهاند.
بعد از انجام جوشکاری همزنی، نمونههای مهیا پس از سنبادهکاری توسط محلول نایتال 2 درصد. در مدت زمان 20 ثانیه حکاکی شدند [11] و ریزساختاری نمونهها در بزرگنمایی مختلف. با استفاده از میکروسکوپ نوری مجهز به نرمافزار تحلیل تصاویر و میکروسکوپ الکترونی روبشی. مجهز به آنالیز عنصری صورت گرفت و از نمونه جوشکاری شده با پارامترهای بهینه آنالیز عنصری خطی. در مناطق فلز پایه، منطقه متأثر از حرارت و ناحیه همزده گرفته شد. نمونههای آزمایش کشش بر اساس استاندارد ASTM-E8 [15] مطابق شکل (3) آمادهسازی شدند. ریز سختی ویکرز روی سطح مقطع نمونهها و عمق 0/75 میلیمتر زیر سطح انجام شد. و میزان بار دستگاه 100 گرم و مدت زمان اعمال بار 15 ثانیه تنظیم شد [16].
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
https://lnkd.in/eEExHwW3 لینکدین
https://www.pinterest.com/steeldayfoolad/pins/ پینترست
ایمیل: steelday.foolad@gmail.com
https://steel-day.ir/ وبسایت استیل دی
بررسی نورد پوسته ای بر خواص شکل پذیری ورق های ساده کربنی-فروش فولاد کربنی-بهترین قیمت
فروش فولاد کم کربن ((بهترین قیمت))
_by0l.gif)
بررسی نورد پوسته ای بر خواص شکل پذیری ورقهای فولاد ساده کربنی
در این پژوهش به بررسی تأثیر شرایط نورد پوسته ای بر میانگین ضریب کارسختی (N–). و نسبت ناهمسانگردی قائم (r–)که منجر به کشش عمیق پذیری محصولات مورد استفاده در صنایع اتومبیل سازی می گردد، مورد بررسی قرار گرفت. این دو پارامتر از شاخص های ارزیابی شکل پذیری می باشند. بر همین اساس سه سری نمونه فولاد ساده کربنی متفاوت، انتخاب شد. سری اول نمونه های قبل و بعد از نورد پوسته ای می باشند.
بررسی نورد پوسته ای
سری دوم نمونه هایی هستند که با درصد متفاوت نورد آزمایشگاهی مهیا گردیدند. و سری سوم نمونه هایی با شرایط یکسان تولیدی و با مقدار متفاوت درصد کشیدگی نورد پوسته ای می باشند. سپس تأثیر شرایط متفاوت تولیدی هر یک از این سه سری بر خواص شکل پذیری نمونه ها بررسی گردید. نتایج نشان داد نورد سرد زیر 4/8% و درصد کشیدگی در نورد پوسته ای بر r– بی تأثیر می باشد. با افزایش کارسرد، درصد کشیدگی در نورد پوسته ای به شدت کاهش می یابد. میزان این کاهش مستقل از درصد کشیدگی در نورد پوسته ای و به ریزساختار و شرایط قبل از نورد پوسته ای بر می گردد.
تنش-کرنش نمونه ها انجام می گیرد. که توسط آن دو پارامتر مهم ضریب کارسختی و ناهمسانگردی قائم که به ترتیب نشان دهنده مقاومت ماده به گلویی شدن. و مقاومت به نازک شدن می باشند، قابل محاسبه است. از این دو پارامتر برای میزان اتساع پذیری و کشش عمیق پذیری استفاده می شود. برای دستیابی به شکل پذیری مناسب باید این دو پارامتر دارای مقادیر بالایی باشند. بر خلاف استحکام تسلیم که پایین بودن آن حاکی از خواص مناسب برای شکل پذیری است.
در صنایع تولید ورق فولادی محصولات با خاصیت کشش عمیق پذیری به محصولات با شکل پذیری بالا اطلاق می شود. فولادی کشش عمیق پذیر نامیده می شود که دارای مقادیر ضریب کار سختی بین 0/24 – 0/22 و ضریب ناهمسانگردی قائم بین 2-1/6 باشد [4]. فولادهای کشش عمیق پذیر با ترکیب شیمیایی کربن و نیتروژن بسیار کم. به عنوان فولادهای فوق کم کربن و یا فولاد کم کربن شناخته می شود. بجز ترکیب شیمیایی شرایط تولید شامل شرایط نورد گرم، نورد سرد، آنیل و شرایط نورد پوسته ای از عوامل مهم تأثیر گذار بر خواص شکل پذیری می باشند [5].
تحقیقات زیادی در ارتباط با تأثیر شرایط تولید بر این خواص انجام پذیرفت. سال های گذشته تلاش بسیاری انجام گردید تا تأثیر این پارامترها به صورت جداگانه مورد بررسی قرار گیرد. همچنین از سیستم های هوشمند برای بررسی جداگانه این پارامترها استفاده گردید. با این همه، تحقیقات محدودی در ارتباط با تأثیر شرایط نورد پوسته ای بر روی شکل پذیری انجام پذیرفت.
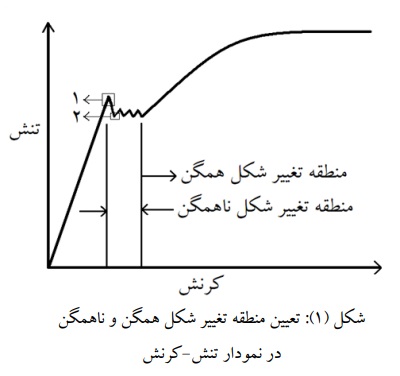
نورد پوسته ای به منظور حذف موج، بهبود کیفیت سطح و حذف منطقه تغییر شکل غیر همگن پس از استحکام تسلیم به کار گرفته می شود [6]. منطقه تغییر شکل ناهمگن در نمودار تنش-کرنش آلیاژهایی که حاوی عناصر بین نشین هستند ظاهر می شود. و تحت عنوان پدیده ی افت تسلیم شناخته مشود (شکل1). همانطور که ملاحظه می شود فولاد در ابتدا برای تسلیم به یک تنش تسلیم بالاتر (نقطه 1) نیاز داشته. و پس از آن تنش سیلان به طور ناگهانی افت می کند (نقطه 2). و تغییر شکل ناهمگن تا رسیدن به منطقه همگن ادامه می یابد.
به منظور حذف منقطه ی تغییر شکل ناهمگن، پس از آنیل ورق بطور مجدد تحت میزان بسیار کمی کرنش قرار می گیرد. تا نابجایی های قفل شده توسط عناصر بین نشین، آزاد شده و لغزش نمایند. این لغزش باعث یک تغییر شکل پلاستیک اندک که بیشتر در سطوح ورق متمرکز است می شود. قفل شدن مجدد نابجایی ها و بروز مجدد پدیده ی افت تسلیم در نمودار مستلزم گذشت زمان و نفوذ اتم ها است. که در صورتی که این زمان حاصل نشود. منطقه غیر یکنواخت در فرایند شکل دهی بعدی ورق حذف می شود [7-8].
بررسی نورد پوسته ای
درصد ازدیاد طول (EL%) در نورد پوسته ای برحسب عرض و ضخامت متغییر است. تأثیر میزان درصد ازدیاد طول بر خواص شکل پذیری فولادهای کشش عمیق پذیر تا کنون مورد بررسی قرار نگرفته است. در این تحقیق تلاش خواهد شد با استفاده از آزمون های آزمایشگاهی و تغییرات در خط نورد پوسته ای. به بررسی تأثیر این شاخص بر خواص شکل پذیری و مکانیکی مورد بررسی قرار گرفت.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com

فولاد کربنی-فولاد Ck60-فولاد ck45-فولاد ck35-فولاد ms60-قیمت فولاد کربنی
فروش فولاد کربنی ((بهترین قیمت))
میلگرد ck45 - میلگرد ck60- میلگرد ms60-میلگرد ck35-میلگرد 1740-میلگرد 1221-میلگرد 1191-میلگرد 1181
_tmib.gif)
فولاد کربنی، نوعی فولاد است که حداکثر درصد وزنی کربن ان 2.1% است. طبق تعریف مؤسسه آهن و فولاد آمریکا، AISI، زمانی به فولاد، فولاد کربنی گفته می شود که:
هیچ حداقل مقداری برای عناصر کروم، کبالت، مولیبدن، نیکل، نیوبیوم، تیتانیوم، تنگستن، وانادیوم، زیرکونیم مشخص نشده باشد.
حداقل میزان مس مشخص شده از 0.4 درصد جرمی بیشتر نباشد.
یا حداکثر درصد جرمی عناصر ذکر شده از این مقادیر بیشتر نباشد. منگنز 1.65 درصد، سیلیکن 0.6 درصد، مس 0.6 درصد.
ممکن است از واژه (فولاد کربنی) برای تفکیک قائل شدن با (فولاد زنگ نزن) استفاده گردد. در این حالت منظور از فولاد کربنی می تواند شامل فولادهای آلیاژی نیز شود.
با افزایش درصد کربن در فولادها، امکان سختکاری و افزایش استحکام آن نیز از طریق عملیات حرارتی افزایش می یابد. ولی از طرفی این کار باعث کاهش شکل پذیری آن می شود. جدای از عملیات حرارتی، افزایش درصد کربن باعث کاهش خاصیت جوشکاری فولادها می شود. در فولادهای کربنی هر چه درصد کربن افزایش یابد، دمای ذوب فولاد کاهش می یابد.
فولاد کم آلیاژ-فولاد آلیاژی-فولاد های زنگ نزن
فولاد ck45 - فولاد ck60- فولاد ms60-فولاد ck35-فولاد 1740-فولاد 1221-فولاد 1191-فولاد 1181
فولاد کم آلیاژ-فولاد آلیاژی-فولاد های زنگ نزن
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
بهره وری انرژی و کاهش انتشار دی اکسید کربن در صنعت فولاد با محور توسعه پایدار-تولید فولاد

بهره وری انرژی و کاهش انتشار دی اکسید کربن در صنعت فولاد با محور توسعه پایدار-تولید فولاد
در این مقاله روند تولید فولاد به طور کلی و به تفکیک روش های تولید. از سال 1970 تا سال 2012 در مقیاس جهانی بررسی گردید. سپس به تحلیل میزان انرژی مصرفی در این صنایع بررسی شد.و پیشنهادهایی برای کاهش مصرف انرژی در مراحل مختلف تولید ارائه گردید. از آنجایی که میزان تولید در بین این سالها به شدت رو به افزایش است. لذا صرفه جویی کم در انرژی می تواند انتشار گازهای گلخانه ای و مصرف انرژی را به میزان بسیار زیادی کاهش دهد.
نتایج مطالعه میانگین های جهانی انرژی مصرفی، حاکی از کاهش قابل ملاحظه میانگین انرژی مصرفی. از 63 گیگاژول در سال 1950 به 18 گیگاژول در سال 2011 بود. از آنجایی که امروزه قراضه فولاد در این صنعت به بهترین منبع مواد خام تبدیل میشود. در این مقاله مقایسه ای میان منافع حاصل از تولید فولاد از طریق قراضه و کانه آهن صورت پذیرفت. نتایج نشان داد به ازای هر تن متریک فولاد تولیدی از قراضه ها. 1/5 تن کانه آهن، 0.5 تن زغال سنگ، 0.54 تن سنگ آهک، محفوظ باقی می ماند.
هدف از توسعه پایدار ارتقا کیفیت زندگی، در حال حاضر و همچنین نسل های آینده می باشد. برای صنعت فولاد جهان توسعه پایدار به معنای ارزش گذاری به جنبه های زیست محیطی، اقتصادی و اجتماعی در تمام تصمیم گیری های تولید است. حرکت به سوی توسعه پایدار در صنایع منابع اولیه با دو چالش اصلی همراه است. در درجه اول پایداری محیطی نیازمند حفظ و مدیریت پایدار منابع معدنی محدود است. با طوری که این ذخایر تمام شدنی اند. و همچنین استخراج و فرآوری مواد معدنی هم از نظر انرژی و هم از لحاظ محیط زیستی مخرب اند. دوم اینکه قراضه محصولات تولیدی خود باعث آلودگی محیط زیست می شوند.
اهداف گسترده توسعه پایدار در صنعت فولاد. به طور خلاصه عبارتند از.: توسعه فرآیند به منظور حداکثرسازی بازدهی و کمیته سازی تولید مواد زائد و باطله. کاهش گازهای گلخانه ای در فرآیند با صرفه جویی در مصرف انرژی. کاهش انرژی مصرفی در فرآیند، تعیین مقررات زیست محیطی و ساختار تولید، افزایش بهره وری. در صنایع تولید کنسانتره آهن، کاهش خطر انتشار دی اکسید کربن یا دفع دی اکسید کربن، تبدیل آلاینده ها و مواد زائد به محصولات جانبی.
صنعت فولاد در طی 5 دهه اخیر قدم های بزرگی برای کاهش انرژی مصرفی به ازای هر تن فولاد برداشته است. و تحقیقات زیادی به این موضوع پرداختند. ژانگ و همکاران (2008) تأثیر بکارگیری تکنولوژی های جدید در کارخانه های فولاد چین بین سالهای 1990 – 2000 را ارائه دادند. ورل و همکاران (2001) گزارش جامعی در زمینه پتانسیل های صرفه جویی در مصرف انرژی. و کاهش دی اکسید کربن در صنایع فولاد آمریکا ارائه کرده اند. در یک تحقیق آماری، دبیر و همکاران (2000) تخمین زدند که راندمان صنایع فولاد با تکنولوژی موجود تا سال 2020، 29 درصد افزایش پیدا کرد. فروندل و همکاران (2010) به تحلیل انرژی مصرفی ویژه در صنایع فولاد آلمان پرداختند. آنها به تأثیر افزایش سهم تولید کوره های قوس الکتریکی نسبت به کروه های پایه اکسیژن در کاهش انرژی مصرفی اشاره کرده اند.
امروزه فن آوری های مورد استفاده در تولید محصولات فولادی در مراحل بعد از به دست آوردن فولاد مذاب. یعنی ریخته گری و نورد، کم و بیش یکسان است. اما برای به دست آوردن فولاد مذاب یا خام، از فن آوری های مختلفی می توان استفاده کرد.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com
لوله A53-لوله فولادی A53-لوله A53-ASTM A53-لوله کربن استیل-لوله بدون درز-لوله درز دار

در تفاوت لوله Astm A53 با لوله A106 باید به مواردی اشاره نمود. از جمله اینکه نوع A53 در مواردی که نیازمند فشار کم و متوسط باشد کاربرد دارد. بعلاوه نوع لوله A106 بصورت بدون درز تولید می شود. اما لوله A53 هم بصورت درز دار و هم بدون درز قابل تولید می باشد. و در آخر نیز باید گفت وجود سیلیکون در نوع A106. و نبود این عنصر در لوله A53 موجب تمایز این دو از یکدیگر شده است.
کاربرد
این لوله ها سیالات را با فشار کم و متوسط انتقال می دهند و برای کاربری های مکانیکی مورد استفاده قرار می گیرند. لوله A53 در صنعت کاربردهای مختلفی دارد. این محصول در خطوط بخار آب و گاز و هوا کاربرد دارد.
ترکیبات شیمیایی
ترکیب شیمیایی لوله بدون درز A53 گرید A و B
در گرید A، کربن 0.25 ، منگنز 0.95، فسفر 0.5، مس، نیکل، کروم 0.4، مولیبدنوم 0.15، وانادیوم 0.08، میباشد. اما در گرید B تنها عناصر کربن با 0.3، منگنز 2.1 با لوله درز دار گرید A متفاوت است.
لوله ASTM A53 بصورت جوشی، فلنجی و یا شکل دار طراحی می شود. شما می توانید بهترین این نوع لوله ها را نیز با مناسبترین و معتبرترین برندهای اروپایی، چینی، روسی و غیره. را در سایزهای 1/4 الی 30 اینچ، در رده های 10 تا 160 به شکل مانیسمان و درزدار. و همچنین گالوانیزه سیاه و گرم را در بازار ایران تهیه کنید.
لوله ASTM A53 -لوله فولادی استوانه ای درون تهی بوده که دارای دو سر باز. و سطح مقطع دایره ای شکل با جنسی از فولاد تولید می شود. و برای انتقال سیالات استفاده می شود. لوله های فولاد در سال 1800 میلادی وارد صنعت گردید.
و تا به حال شاهد پیشرفت های زیادی در خود بوده است. این لوله ها از فولاد کربن ساخته شده و دارای قطری بزرگ هستند. و اکثراً برای لوله کشی آب و فاضلاب مورد استفاده قرار می گیرند. از ویژگی های این نوع لوله می توان به مقاومت کششی و فشار بالا. مقاوم در برابر خوردگی و امکان تولید با قطرها و ضخامت های مختلف اشاره نمود. از انواع لوله های فولادی و بهترین استانداردهای این محصول، لوله ASTM A53 می باشد. که می تواند بصورت درز دار و یا بدون درز تولید شود.
مهمترین موضوعی که روی کیفیت لوله ها تأثیر می گذارد. رعایت استانداردی که مورد تأیید است برای لوله های فولادی است. کلیه لوله های فولادی در تمام دنیا باید بر اساس استانداردهای مشخصی تولید شوند. به طور معمول در اغلب این استاندارد سازی ها معیارهای مشخص از سوی کشور آمریکا تعیین می شود. اما کلیه کشورهای معتبر از جمله مؤسسه استاندارد و تحقیقات صنعتی در ایران نیز استانداردهای مشخصی برای تولید انواع لوله فولادی دارند. استانداردهای معین از سوی این کشورها معمولاً با علائم اختصاری مشخص می شود.
استیل دی (Steel day)
با سالها تجربه در زمیه عرضه و توزیع انواع استیل بگیر و استیل نگیر. و همچنین انواع فولادهای نسوز و فولادهای دریایی و ساختمانی توانسته است رضایت مشتریان خویش را فراهم نماید. زیرا کارشناسان مجرب استیل دی آماده اند تا در زمینه مشاوره و ارائه دادن بهترین پیشنهادات خرید محصول به مشتریان عزیز خدمات رسانی نمایند.
صنعتگر محترم و گرامی از اینکه استیل دی را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
تمام محصولات استیل دی بر حسب نوع کالا دارای گواهینامه ها و آنالیزهای معتبر داخلی و خارجی می باشند.
ارتباط با ما:
09922704358
02166396590
واتس آپ: 09922704358
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
pinterest پینترست
ایمیل: steelday.foolad@gmail.com